
Voron 2.4 Review
The Voron 2.4 is a beast of a DIY printer built for speed, precision, and reliability. A CoreXY machine designed by engineers and enthusiasts, it delivers high-performance results without the usual compromises of off-the-shelf options, and it climbed straight to the top of every FDM printer we've tested.

Score breakdown
The DIY printer that beats the off-the-shelf field
The Voron 2.4 is a beast of a DIY printer built for speed, precision, and reliability. Designed by engineers and enthusiasts, this CoreXY machine delivers high-performance results without the usual compromises of off-the-shelf options. As an open-source machine, it's not sold as a standard ready-to-run product; instead it's available as kits from various suppliers, each with their own level of quality and support, so your experience varies with where you source parts.
Voron has carved out its place as the name serious builders turn to. What sets it apart is pairing premium components with a fully open-source design that gives you total control: tweak everything from hardware to firmware until your setup runs exactly how you want. Printers aren't sold as kits by the official team, but a massive Discord and forum community contributes upgrades, troubleshooting, and constant refinement.
Unboxing and Building the Voron 2.4
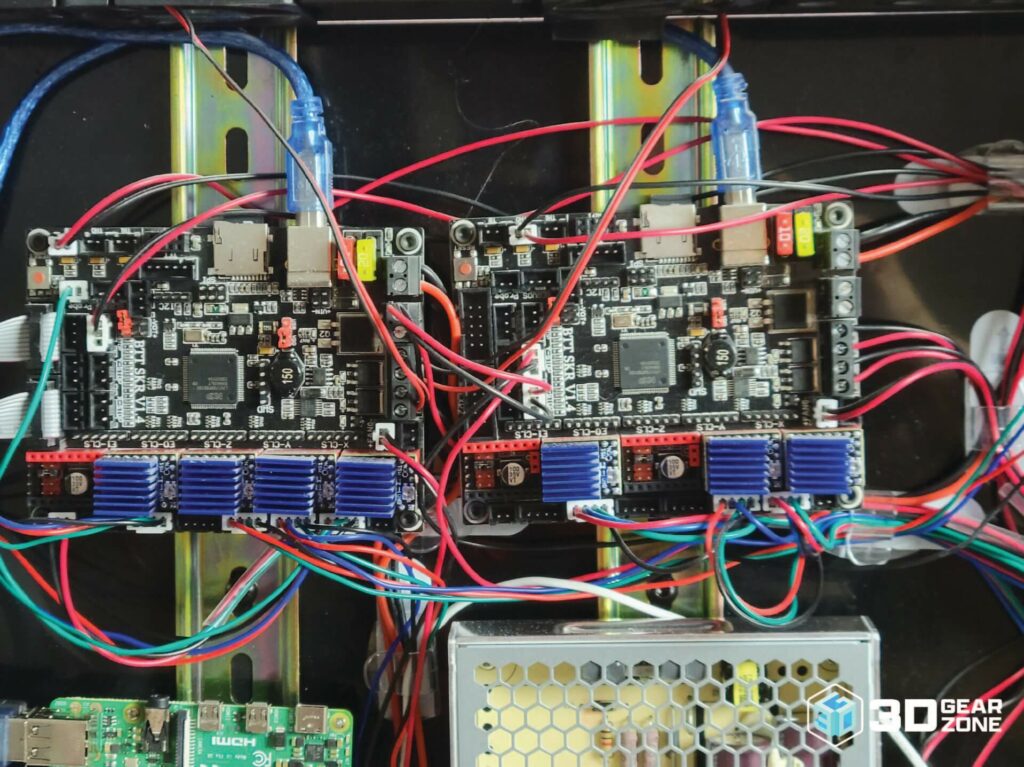
Building a Voron 2.4 is a hands-on adventure. Right away you'll notice the sheer amount of parts: aluminum extrusions, metal brackets, and many high-quality 3D-printed parts, all well-organized. Stepper motors, a controller board, and a solid power supply round out the electrical side, with wiring neatly bagged and labeled. You also get a 100+ page manual and a USB drive with firmware and config presets.
What's in the Box?
- ▪Aluminum frame extrusions and brackets
- ▪High-quality 3D-printed parts
- ▪Stepper motors and controller board
- ▪Solid power supply
- ▪Labeled wiring harness
- ▪Pre-printed cable management and sensor mounts
- ▪100+ page printed manual
- ▪USB drive with firmware and config presets
Building the Machine
The Voron 2.4 can be built in anywhere from 25 to 50 hours. You start with the frame, where squaring up the aluminum extrusions is critical; get this wrong and you'll fight print issues forever. Next comes the belt system, where equal tension on both belts matters most. Then careful wiring of sensors, thermistors, steppers, and the heated bed, and finally firmware setup: load the pre-configured files, fine-tune bed leveling, and run test prints with precise Z calibration.
| Stage | Time Estimate | Key Challenges | Tips / Notes |
|---|---|---|---|
| Unboxing & Inventory | 30-60 min | Confirming all parts and small components | Cross-check the checklist; sort small parts into labeled containers. |
| Mechanical Assembly | 10-15 hr | Squaring the frame, fitting printed parts | Use a machinist's square; tighten gradually to avoid warping parts. |
| Belt & Motion System | 2-4 hr | Setting equal belt tension, smooth motion | Use a tension gauge or printed tool; double-check pulley alignment. |
| Electronics & Wiring | 5-7 hr | Clean routing, crimping, avoiding shorts | Label wires before connecting; double-check power polarity. |
| Firmware Installation | 2-3 hr | Flashing Klipper, hardware compatibility | Use a known-good config from the Voron GitHub; back up defaults. |
| Calibration & First Prints | 5-7 hr | Bed leveling, input shaper, extrusion | Run automatic bed mesh; tune acceleration in Klipper with a cube. |
Our Initial Impressions on Build Quality
When everything is assembled, the build quality speaks for itself. The frame is rock-solid, the 3D-printed parts fit with impressive precision, and it feels more like a high-end industrial machine than a DIY project. The belts and motion system move smoothly with no flex or wobble anywhere. Assembling the Voron 2.4 is a challenge, but if you like building and fine-tuning machines, you'll love the process, and the result is a seriously capable printer.

Design and Technical Specifications
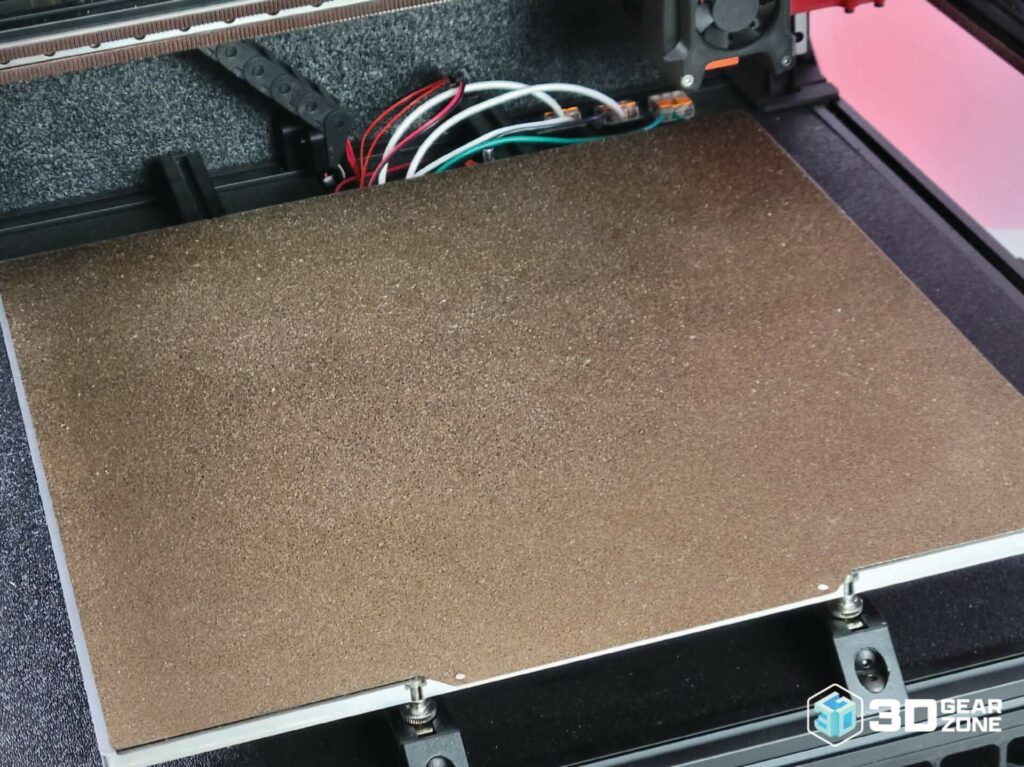
The Voron 2.4 is built like a tank but still looks sleek and modern. With a footprint around 520 × 520 mm and a fully enclosed 350 × 350 × 355 mm build area, it handles large, high-quality prints without breaking a sweat. The enclosure keeps heat consistent, which matters for ABS, ASA, and polycarbonate.
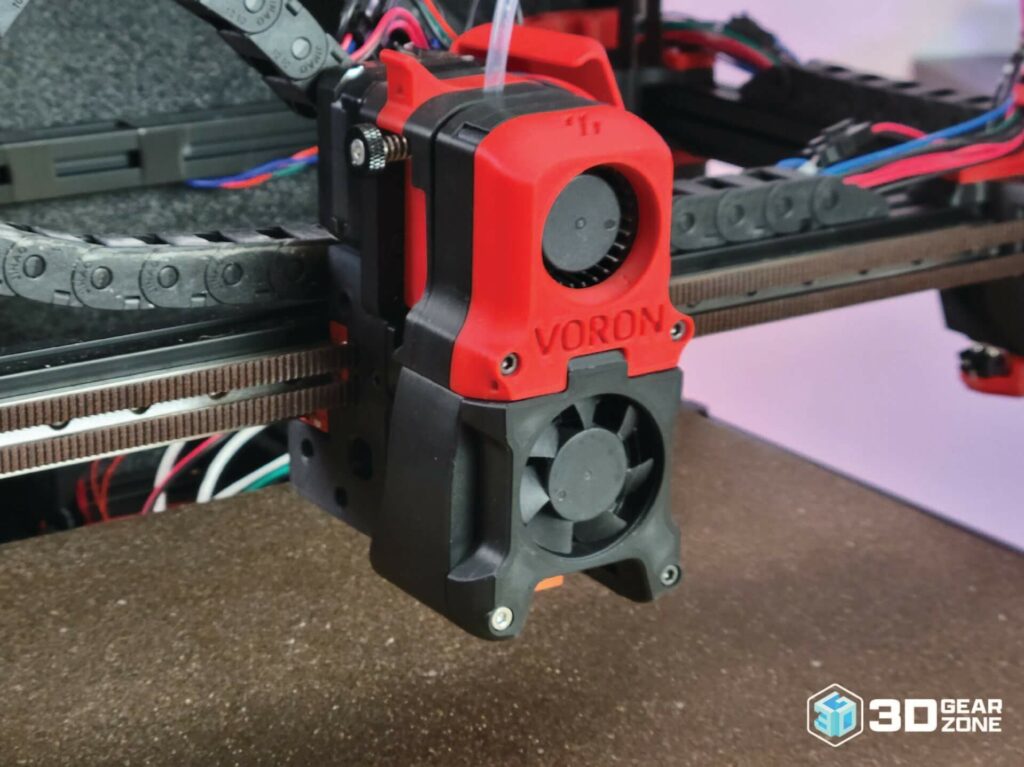
Instead of one Z-axis lead screw, it uses a quad gantry leveling system with four independently driven motors that keep the bed perfectly level, so you get even first layers every time. A 3:1 direct-drive extruder handles flexible filaments like TPU with extra torque, and an all-metal hotend supports high-temp engineering materials. Thermal runaway protection, tidy drag-chain cable routing, and a mains-powered heated bed via solid-state relay round out a safe, reliable design.
Key Technical Specifications
- ▪Build Volume: 350 x 350 x 355mm
- ▪Printer Size: 520 x 520 x 580mm
- ▪Weight: 20kg
- ▪Motion: CoreXY, enclosed
- ▪Extruder: 3:1 direct drive, all-metal
- ▪Bed Leveling: Automatic quad gantry
- ▪Build Surface: Flexible PEI, heated
- ▪Drivers: TMC2209
- ▪Nozzle: 0.4mm, ≤280°C
- ▪Top Speed: 120mm/s default, 250mm/s+ tuned
- ▪Firmware: Klipper
- ▪Filaments: PLA, ABS, PETG, TPU
Print Performance and Quality
The Voron 2.4 is built for speed, but speed means nothing if quality suffers. What makes it different is how well it balances the two. Out of the box it's tuned to print at 120 mm/s, already fast next to the 50-60 mm/s of most consumer printers, and with fine-tuning and strong cooling it pushes beyond 250 mm/s while staying accurate.
A lot of that comes from the CoreXY motion system, which keeps the bed stationary on Z while the printhead moves in X and Y, reducing shifting weight for higher speeds without losing precision. The quad gantry leveling keeps the bed perfectly level, the rigid frame eliminates flex, and Klipper's input shaper minimizes the ringing and ghosting that usually plague high speeds.
Test Prints and Benchmark Results
| Test Type | Result Highlights | Observations |
|---|---|---|
| Calibration Cube | 20.1 × 20.1 mm average dimensions | Excellent repeatability, under 0.1 mm deviation even at 200 mm/s. |
| Detailed Model | Exceptional resolution, minimal ringing | Input shaper tuning is crucial for the best results. |
| Overhang & Bridge | Overhangs to 65°; bridges to 60 mm | Cooling and speed adjustments improve quality. |
| Print Tower | Perfect layer consistency over 200 mm | The quad-gantry system keeps everything leveled, no banding. |
Firmware, Tuning, and Calibration
The Voron 2.4 runs on Klipper, which offloads motion processing to a Raspberry Pi for faster calculations and smoother high-speed motion. Klipper's input shaper measures vibrations and applies real-time corrections to keep prints sharp, while pressure advance keeps extrusion consistent during fast moves. The adjustments that make the biggest difference:
- ▪Input shaper — reduces ringing and ghosting by compensating for vibrations.
- ▪Pressure advance — keeps extrusion flow steady, preventing blobs at corners.
- ▪Belt tensioning — even tension in the CoreXY system avoids skewed prints.
- ▪Z offset & first layer — proper Z height gives strong adhesion and smooth first layers.
- ▪PID tuning — stabilizes hotend and bed temperatures for consistent extrusion.
Advanced Features and Upgrades
The Voron 2.4 is a beast out of the box, but the open-source design means most advanced features come from the community. The most popular upgrades:
- ▪BTT TFT or Pi touchscreen interface
- ▪Bondtech LGX / Revo Voron hotend
- ▪Fluidd or Mainsail Klipper interfaces
- ▪Gantry braces for extra rigidity
- ▪Toolhead PCB to simplify wiring
- ▪Stealthburner LED and styling mods
Since it's open-source, nearly every part can be modified, and the community has produced hundreds of printable mods from aesthetic tweaks to functional upgrades. Want a different build size? Print custom panels and spacers. Need better cooling? Experiment with alternative fan setups. There's always someone working on the next improvement.
Maintenance and Common Issues
Keeping the Voron 2.4 in top shape is less about complicated repairs and more about regular checks. Most components are off-the-shelf or printable, so replacements are easy to source. A simple schedule keeps things running: inspect belts, screws, and wiring weekly; run a calibration print; clean cooling fans monthly; re-tension belts if prints show misalignment. The common issues to watch for:
- ▪Uneven belt tension — causes misalignment; a tension gauge or careful manual adjustment fixes it.
- ▪Under-extrusion or corner blobbing — usually pressure advance; tune it in Klipper and recalibrate the extruder.
- ▪Unstable hotend or bed temps — re-run PID tuning for a quick, effective fix.
- ▪Dusty fans and ducts — affect cooling and electronics; a quick cleaning schedule keeps things smooth.
Comparisons with Alternative DIY Models
The Voron 2.4 isn't the only CoreXY machine out there. Here's how it stacks up against the leading DIY alternatives.
| Voron 2.4 | BLV Cube | RatRig V-Core 3 | Prusa i3 MK3S+ | |
|---|---|---|---|---|
| Build Volume | 350 × 350 × 350 mm | 300 × 300 × 400 mm | 400 × 400 × 400 mm | 250 × 210 × 210 mm |
| Print Speed | 120 mm/s default, high ceiling | Moderate; needs tuning | Fast with optimized accel | Reliable, proven quality |
| Assembly | High; many printed parts | Moderate; simpler cabling | Moderate; fewer parts | Moderate; well-documented |
| Price Range | $1,500 – $2,000 | Lower than Voron | $1,500 – $2,000 | $750 – $1,000 (kit) |
The BLV Cube is a cheaper CoreXY alternative but lacks Voron's community refinement and default enclosure. The RatRig V-Core 3 competes closely with an easy-to-mod modular design, though Voron's community is bigger. And the Prusa i3 MK3S+ trades raw speed for out-of-the-box reliability. For sheer performance and modding depth, the Voron leads.
Our Final Take
After putting the Voron 2.4 through its paces, we can confidently say it delivers on its reputation. The print quality, speed, and reliability make it one of the best DIY printers out there. It takes time to build, but once assembled it's a workhorse that handles everything from detailed miniatures to high-strength functional parts.
This machine isn't for someone who wants to plug in and print right away. It's for those who enjoy the process, learning how every part works and getting hands-on with upgrades. If that's you, and you want a machine that grows with you, the Voron 2.4 is an investment that pays off with long-term, high-performance results.

Scott Gabdullin is a Canadian entrepreneur, investor, and marketing expert who has successfully combined his passion for technology and innovation with a love for adventure and exploration.
Scott brings 12 years of digital marketing experience and a hardcore work ethic to his new passion for 3D printing. If he is not working on this business, he is likely travelling and Overlanding across North America with his wife and 2-year-old son in their Jeep Rubicon.
Read more →